En investors totale kostnad for et varmforsinkinganlegg faller inn i tre hovedkategorier. Disse er kapitalutstyr, infrastruktur og drift.Pris på varmgalvaniseringsutstyrinkluderer viktige elementer. Disse elementene er galvaniseringskjelen, forbehandlingstanker og materialhåndteringssystemer. Infrastrukturkostnader dekker tomter, bygninger og installasjon av forsyningsselskaper. Driftskostnader er løpende utgifter til råvarer, energi og arbeidskraft.
Varmforsinkingmarkedet viser sterkt vekstpotensial. Denne veksten er drevet av infrastrukturinvesteringer og etterspørsel etter korrosjonsbestandige materialer. Markedet for produkter somrør galvaniseringslinjerutvider seg.
| Metrisk | Verdi |
|---|---|
| Markedsstørrelse i 2024 | 62,39 milliarder dollar |
| Markedsstørrelse i 2032 | 92,59 milliarder dollar |
| CAGR (2025–2032) | 6,15 % |
Viktige konklusjoner
- Sette opp engalvaniseringsanleggkoster penger til utstyr, tomter og bygninger. Hovedutstyret inkluderer galvaniseringskjelen og maskiner for å flytte stål.
- Det å drive et galvaniseringsanlegg har løpende kostnader. Disse inkluderer kjøp av sink, betaling for energi og betaling av arbeidere.
- Prisen på sink endres ofte. Denne endringen påvirker hvor mye det koster å drive anlegget hver dag.
Initialinvestering: Prisen på varmforsinkingutstyr og infrastruktur
Den første investeringen representerer den største økonomiske hindringen når man etablerer et galvaniseringsanlegg. Denne fasen inkluderer alle forhåndsutgifter til utstyr, fysiske strukturer og oppsett. Den totale kostnaden varierer mye basert på anleggets tiltenkte kapasitet, automatiseringsnivå og geografiske plassering. Et basisanlegg for småskala varer kan starte på rundt $20 000. En storskala, kontinuerlig prosesseringslinje kan overstige $5 000 000.
Et eksempel på en investeringsfordeling for et mellomstort anlegg illustrerer kostnadsfordelingen.
| Kategori | Kostnad (INR Lakh) |
|---|---|
| Tomt og infrastruktur | 50–75 |
| Maskiner og utstyr | 120–200 |
| Sinkbeholdning | 15–30 |
| Arbeid og forsyning | 10–15 |
| Lisensiering og samsvar | 5–10 |
| Total initial investering | 200–300 |
Galvaniseringskjele: Størrelse og materiale
Degalvaniseringskjeleer kjernen i driften og en primær kostnadsdriver. Dimensjonene – lengde, bredde og dybde – bestemmer den maksimale størrelsen på stålprodukter anlegget kan behandle. En større kjele inneholder mer smeltet sink, noe som krever mer energi for oppvarming og øker den totale prisen på varmforsinkingutstyr. Kjeler er vanligvis laget av spesielt lavkarbon- og silisiumstål for å motstå korrosjon fra smeltet sink. Materialkvaliteten påvirker direkte kjelens levetid og utskiftingsfrekvens.
Forbehandlingstanker
Før galvanisering må stål gjennomgå en rekke rengjøringstrinn. Denne prosessen skjer i forbehandlingstanker. Antall og størrelse på disse tankene avhenger av ønsket gjennomstrømning og tilstanden til det innkommende stålet. En typisk forbehandlingslinje inkluderer flere trinn:
- Avfetting:Fjerner olje, smuss og fett.
- Skylling:Vasker bort avfettende kjemikalier.
- Syltetøy:Bruker syre (som saltsyre) for å fjerne glødeskall og rust.
- Skylling:Vasker bort syren.
- Flussmiddel:Påfører en sink-ammoniumkloridløsning for å forhindre reoksidasjon før dypping.
Disse tankene er ofte konstruert av materialer som polypropylen eller fiberforsterket plast (FRP) for å motstå etsende kjemikalier.
Materialhåndteringssystemer
Effektiv materialhåndtering er avgjørende for produktivitet og sikkerhet. Disse systemene transporterer stål gjennom alle trinn i prosessen. Valget mellom manuelle, halvautomatiske og helautomatiske systemer påvirker den opprinnelige investeringen betydelig.
| Systemtype | Gjennomsnittlig prisintervall (USD) |
|---|---|
| Halvautomatisk linje | 30 000–150 000 dollar |
| Helautomatisk linje | 180 000–500 000 dollar |
| Tilpasset nøkkelferdig anlegg | 500 000 dollar+ |
Note:Manuell håndtering har lavere startkostnader, men fører ofte til høyere langsiktige utgifter. Disse utgiftene kommer fra arbeidsulykker, produktskader og lavere produksjon. Automatiserte systemer krever en større startinvestering og dyktige operatører. De gir imidlertid større kostnadseffektivitet over tid gjennom økt effektivitet og et tryggere arbeidsmiljø. Prisen på varmforsinkingutstyr stiger med automatisering, men det samme gjør anleggets langsiktige lønnsomhet.
Oppvarmings- og røykbehandlingssystemer
Galvaniseringskjelen krever et kraftig varmesystem for å holde sinken smeltet ved omtrent 450 °C. Høyhastighets naturgassbrennere er et vanlig valg. Like viktig er røykbehandlingssystemet. Galvaniseringsprosessen genererer farlige gasser og støv som krever oppsamling og behandling for å oppfylle miljøforskrifter.
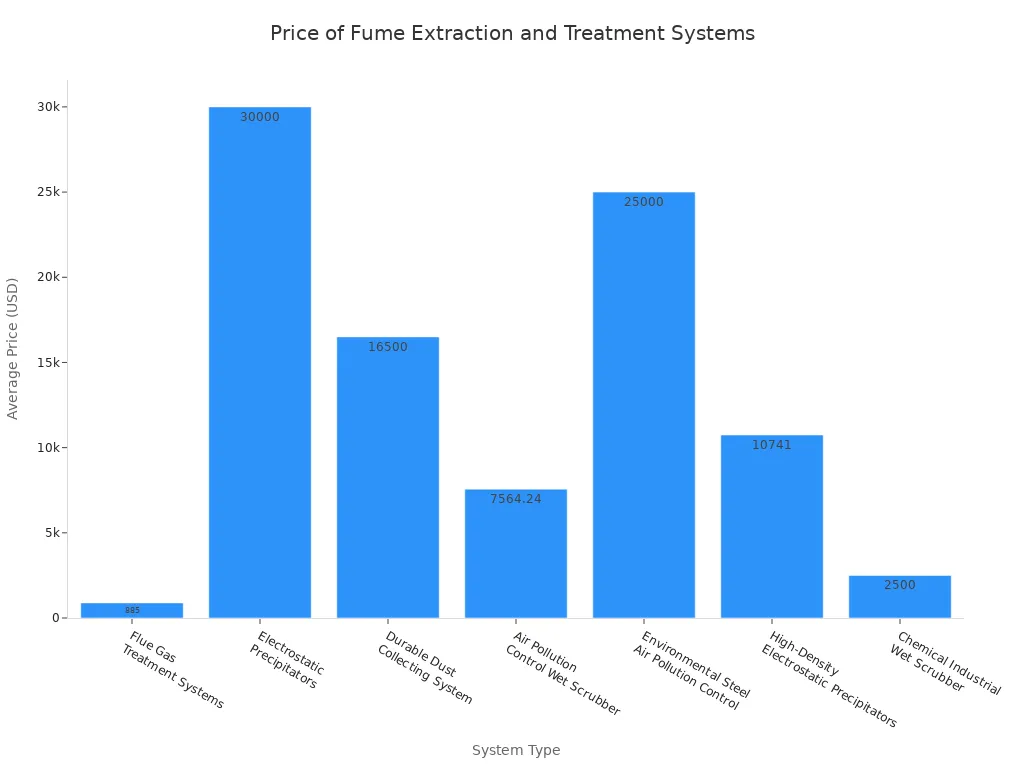
Overholdelse av standarder fra Environmental Protection Agency (EPA) eller EU er ikke til forhandling. I Nord-Amerika prioriterer 70 % av produksjonsbedriftene å oppgradere filtreringssystemer for å oppfylle luftkvalitetsstandarder. Bedrifter viser en vilje til å betale en premie på 10–15 % for systemer som garanterer samsvar og tilbyr overlegen filtrering. Dette gjør røykbehandlingssystemet til en kritisk del av budsjettet.
Tomt og bygning
Kostnaden for tomt og bygging avhenger i stor grad av anleggets beliggenhet. Et galvaniseringsanlegg krever et betydelig fotavtrykk for å få plass til hele produksjonslinjen, fra ankomst av stål til lagring av ferdig produkt. Selve bygningen har spesifikke designbehov. Den må ha høye tak for å betjene traverskraner og robuste fundamenter for å støtte tungt utstyr som kjelen. Riktig ventilasjonsinfrastruktur er også viktig for å håndtere varme og luftkvalitet i hele anlegget. Disse faktorene gjør industrisoneareal og spesialisert bygging til en stor del av den opprinnelige kapitalutgiften.
Verktøy og installasjon
Et galvaniseringsanlegg er en stor forbruker av energi, hovedsakelig naturgass og elektrisitet. Å etablere høykapasitets tilkoblinger til strømnettet er en betydelig engangskostnad. Kostnadene for installasjon av naturgassledninger varierer basert på flere faktorer:
- Avstand fra hovedgassforsyningen
- Kompleksiteten ved grøfting og installasjon
- Type rørmateriale som brukes (f.eks. stål, HDPE)
Installasjonskostnadene for en ny gassledning kan variere fra 16 til 33 dollar per lineær fot. En ny ledning som går fra gaten til anlegget kan lett overstige 2600 dollar, og komplekse industriprosjekter koster mye mer. På samme måte krever etablering av en elektrisk tilkobling med høy kapasitet for motorer, kraner og kontroller koordinering med lokale strømleverandører og kan være en kompleks og kostbar prosess. Installasjonen av alt maskineri er den siste komponenten som bidrar til den totale prisen på varmforsinkingutstyr.
Løpende driftskostnader

Etter den første oppsettet, engalvaniseringsanleggs økonomiske helse avhenger av å håndtere de løpende driftskostnadene. Disse tilbakevendende utgiftene påvirker direkte prisen på det endelige galvaniserte produktet og anleggets totale lønnsomhet. Nøye håndtering av råvarer, energi, arbeidskraft og vedlikehold er avgjørende for langsiktig suksess.
Råvarer: Sink og kjemikalier
Råvarer representerer den største delen av et anleggs driftsbudsjett. Sink er den viktigste og mest kostbare komponenten. Prisen på spesialhøyverdig sink (SHG) svinger basert på globalt tilbud og etterspørsel, noe som gjør det til en variabel kostnad som anleggsledere må overvåke nøye. Markedsindekser, som «Zinc special high grade in-warehouse Rotterdam premium» levert av Argus Metals, gir en referanse for prising.
Kostnaden for sink kan variere betydelig mellom leverandører og regioner.
| Produktbeskrivelse | Renhet | Prisintervall (USD/tonn) |
|---|---|---|
| Spesiell sinkbarre av høy kvalitet | 99,995 % | 2 900–3 000 dollar |
| Høykvalitets sinkbarre | 99,99 % | 2300–2800 dollar |
| Standard sinkbarre | 99,5 % | 1600–2100 dollar |
Note:Prisene ovenfor er illustrative og svinger daglig. En anleggseier må etablere pålitelige forsyningskjeder for å sikre konkurransedyktig prising.
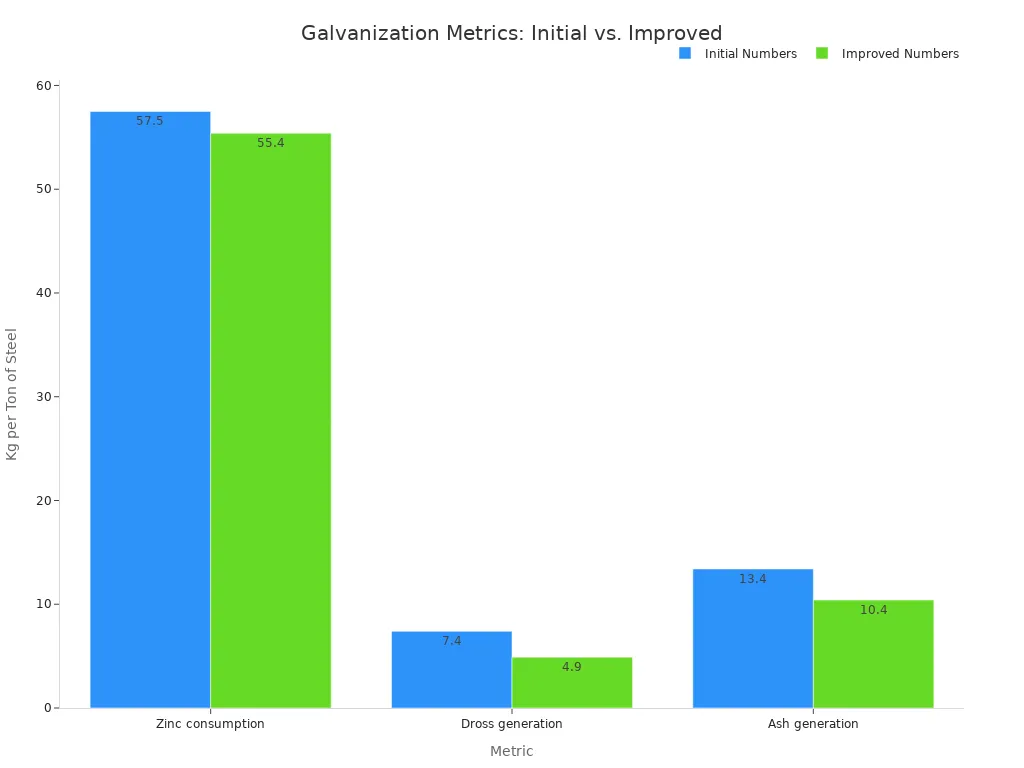
Et anleggs sinkforbruk omfatter mer enn bare belegget på stålet. Prosessen skaper også biprodukter som sinkslagg (en jern-sinklegering) og sinkaske (sinkoksid). Disse biproduktene representerer et tap av brukbar sink. Prosessforbedringer kan imidlertid redusere dette avfallet betydelig. Effektiv drift fører til lavere forbruk og mindre biproduktgenerering, noe som direkte kutter materialkostnadene.
Andre viktige råvarer inkluderer kjemikaliene til forbehandlingsprosessen. Disse er:
- Avfettingsmidlerå rengjøre stålet.
- Saltsyre eller svovelsyretil sylting.
- Sinkammoniumkloridfor fluksløsningen.
Kostnaden for disse kjemikaliene, sammen med sikker lagring og avhending av dem, øker de totale driftskostnadene.
Energiforbruk
Galvaniseringsanlegg er energikrevende. De to primære energiutgiftene er naturgass og elektrisitet.
- Naturgass:Ovnssystemet forbruker store mengder naturgass for å holde hundrevis av tonn sink smeltet ved 450 °C døgnet rundt.
- Elektrisitet:Høyeffektsmotorer driver traverskraner, pumper og røykavsugsvifter.
Investering i energieffektiv teknologi kan redusere disse kostnadene dramatisk. Moderne ovnsdesign kan for eksempel redusere det årlige energibehovet med over 20 %. Et forbedret system kan redusere energiforbruket fra399,3 MJ/tonnav stål til bare307 MJ/tonnDenne nedgangen i forbruk på 23 % gir direkte betydelige økonomiske besparelser og et mindre karbonavtrykk, noe som gjør energioptimalisering til et sentralt mål for ethvert moderne anlegg.
Arbeid og opplæring
En dyktig og effektiv arbeidsstyrke er motoren i et galvaniseringsanlegg. Lønnskostnader er en stor driftsutgift og varierer basert på geografisk plassering og lokale lønnslover. Viktige roller i et anlegg inkluderer:
- Kranførere
- Arbeidere for jigging (opphenging) og dejigging av stål
- Kjeleoperatører eller «dyppere»
- Fettlers (for etterbehandling)
- Kvalitetskontrollinspektører
- Vedlikeholdsteknikere
Riktig opplæring er ikke en utgift, men en investering. Et godt trent team jobber tryggere og mer effektivt. Dette reduserer arbeidsulykker, minimerer skade på kundenes produkter og sikrer jevn kvalitet. Kontinuerlige opplæringsprogrammer hjelper ansatte med å holde seg oppdatert på beste praksis for sikkerhet, miljøsamsvar og driftseffektivitet, noe som til slutt øker anleggets produktivitet og omdømme.
Vedlikehold og reservedeler
Mekanisk utstyr som opererer i et tøft miljø med høy temperatur krever konstant oppmerksomhet. En proaktiv vedlikeholdsplan er avgjørende for å forhindre uventede havarier og kostbare produksjonsstans.
Profftips:Et planlagt vedlikeholdsprogram koster mindre enn nødreparasjoner. Planlegging av regelmessige inspeksjoner forvannkoker, kraner og røykanlegg sikrer pålitelighet og forlenger levetiden til dyrt utstyr.
Viktige vedlikeholdsaktiviteter inkluderer vedlikehold av ovn, kraninspeksjon og rengjøring av røykbehandlingssystemet. Et anlegg må også budsjettere med et lager av viktige reservedeler. Vanlige reservedeler inkluderer:
- Brennere og termoelementer for ovnen
- Pumpetetninger og impeller
- Filtre for røykavsugssystemet
- Elektriske komponenter som kontaktorer og reléer
Å ha disse delene for hånden muliggjør raske reparasjoner, minimerer nedetid og holder produksjonslinjen i gang.
Størrelsen på kjelen, infrastrukturen og sinkprisene er de viktigste kostnadsdriverne. Et anleggs kapasitet, automatisering og beliggenhet bestemmer den endelige investeringen. Prisen på varmforsinkingutstyr varierer mye. Investorer bør vurdere tilbakebetalingstidslinjen under planleggingen.
- En ny anleggs forventede tilbakebetalingstid bør være 5 år eller mindre.
Tupp:For et nøyaktig estimat, kontakt med planteprodusenter for å få et detaljert, tilpasset tilbud.
Publiseringstidspunkt: 02. des. 2025